
Hardening
Inert gas atmospheres
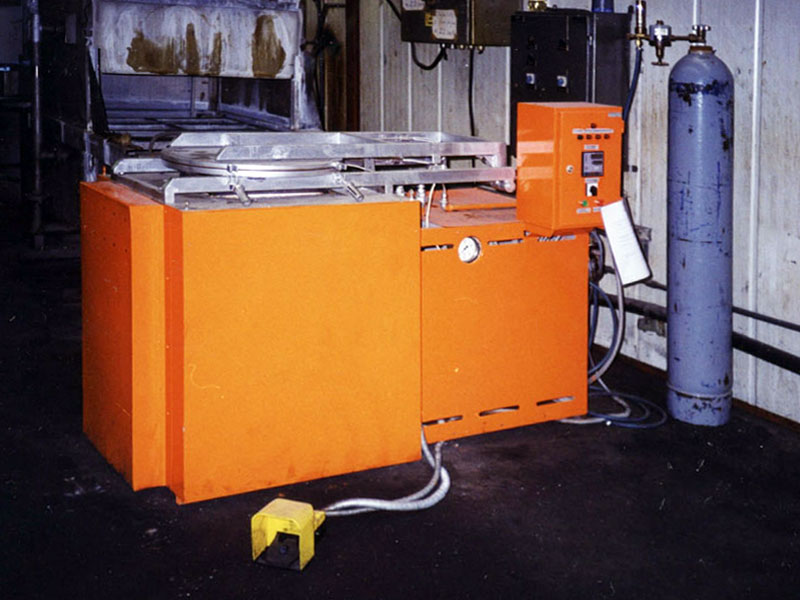
Bell type furnaces

In a closed bell type furnace with built vestibule, heating is conducted in a completely inert noble gases helium (He) or argon (Ar) without contact with ambient air and thus causing no oxidation or decarburizing surface of hardened steel and direct hardening in the quenching bath, which is integrated beneath the furnace and vestibule. Hardening can be performed in hot oil bath or in thermal bath (oil or salt) even in water bath, depending on the type of tool steel or hardened structural steels. Innovative gassing system ensures minimal consumption of expensive gases.
The equipment is intended for hardening of tools made of cold work tool steels, hot work tool steels and high speed steels and precision parts made of structural steels. Operating temperature range is 700-1200 °C.
Fully automated process control ensures consistent high quality of hardening at low investment costs and low operating costs compared with hardening in vacuum furnaces.
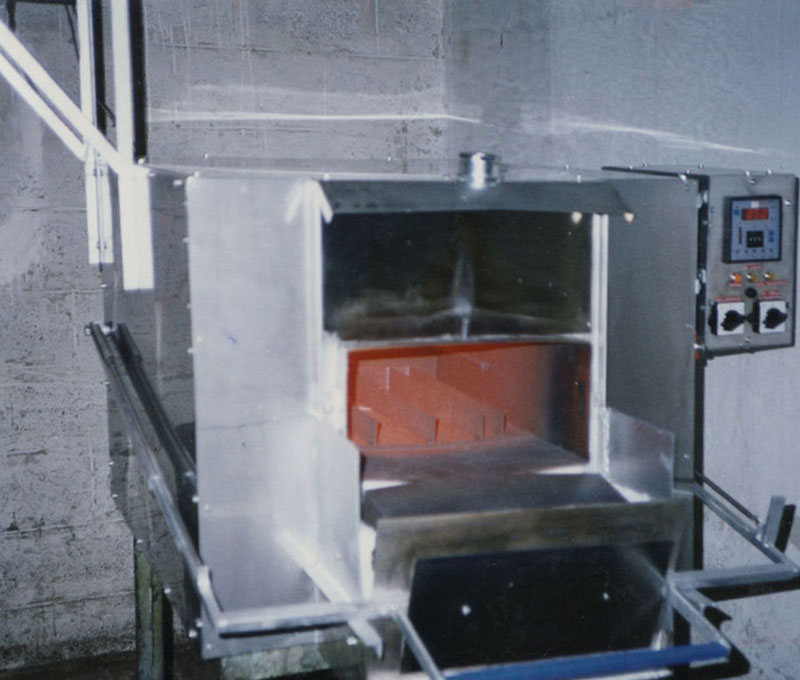
Pit type furnaces
In pit type furnace with the sealed retort of heat resistant steel conducts heating in the inert noble gas argon (Ar) without the appearance of oxidation or decarburizing steel surface. Consumption of expensive argon is minimal thanks to an innovative gassing system. Subsequent quenching is carried out outside the furnace, in separate baths, depending on the type of steel. In brief transmission through the air can not cause oxidation, but only lightly staining the surface hardened parts.
The furnace is designed for hardening of tools made of cold work tool steels, hot work tool steels and high speed steels and precision parts made of structural steel. Operating temperature range is 700-1200 °C.
Active gas atmospheres

In the heat resistant retort of high-temperature furnaces the liquid methanol (CH3OH) decomposed into active gas atmosphere of carbon monoxide (CO) and hydrogen (H2) to prevent oxidation of heated steel surface. However, in the query gas atmosphere are carried out reactions on the steel surface changing the carbon level, causing decarburization or carburization, depending on steel composition and temperature according to the equilibrium reaction CO + H2 ↔ /C/ + H2O.
Due to security measures, atmosphere gas is applied over the temperature of 750 °C, but maximal to 1000 °C, and at the exit of the retort it is burned using permanently torch which produces carbon dioxide (CO2) and water vapour (H2O).
Furnace with active gas atmosphere can be used for heating of structural steel parts but quenching is performed in separate baths. These are mostly structural parts made of heat treatable steels and carburized steels. Pit type furnaces are more adequate for hardening the whole batch while chamber furnaces for hardening of separate parts in hardening devices, or under the hardening pres.
Air atmosphere

Furnaces with air atmosphere are applied most frequently to hardening of forgings and castings made of the structural steel which surfaces are already oxidized and decarburized and their heating in the air atmosphere is not harmful to many. It applies generally up to 1000 °C in pit type, bell type, chamber type and different types of furnaces. Such furnaces are also applied for normalizing annealing of steel forgings and castings.